Ahoj,
mám takový podivný problém při tisku s Fillamentum PLA ExtraFill: v 1. vrstvě dochází k nekvalitnímu přilnutí solid infillu k podložce. Obvodové perimetry si sednou krásně, stejně tak i první jedna-dvě lajny infillu, ale následující linky se začnou vlnit (podle nastavení někdy víc, někdy míň), jako by materiál nechtěl sednout na podložku. Všechny následující vrstvy už jsou úplně bezproblémové. Dtto tisk z ABS nebo Flexifillu atd., takže v konstrukci tiskárny nebo hotbedu to snad nebude.
Včera jsem vytisknul 12 vzorků s různým nastavením všeho možného, ale pořád se mi nedaří uhodit hřebík na hlavičku - pokud tisknu na kapton s lepidlem + nastavím slušný přítlak, tak ten problém omezím, ale nikdy úplně nezmizí. Celý hotový výtisk přitom drží na desce velice slušně a nekroutí se (zejm. když tisknu na kapton s lepidlem)
Tisknu na vyhřívané zrcadlo s kaptonem (53C), teplota tisku 1. vrstvy 193C, bez chlazení. Zkoušel jsem přidat i ubrat teplotu desky i tisku, přidat i ubrat množství materiálu v 1. vrstvě, zrychlit i zpomalit a dneska i tisk na modrou malířskou pásku, která má pro PLA obecně dobrou pověst, ale všechno marno.
Přikládám nějaké fotky, snad z nich bude poznat, co se tu snažím složitě popsat:
Standardní výstup (kapton, bez lepidla):http://www.lisak.org/tmp/DSC_0279.JPG
Stejný problém, jen horší (kapton, bez lepidla, nižší přítlak, nižší teplota):http://www.lisak.org/tmp/DSC_0274.JPG
To nejlepší, co z toho dostanu (kapton + lepidlo + 0,15mm přítlak):http://www.lisak.org/tmp/DSC_0271.JPG
Nenarazil jste někdo na něco podobného / nevíte, v čem bude problém?
Předem díky za každou radu!
Fillamentum PLA - vlnky v 1. vrstvě solid infillu
Příspěvků: 25
• Stránka 1 z 2 • 1, 2
Re: Fillamentum PLA - vlnky v 1. vrstvě solid infillu
![]() od hippo7 » 12.03.2017 19:05
od hippo7 » 12.03.2017 19:05
Spatne serizena osa z. Jsi moc nizko.
Sent from my iPhone using Tapatalk
Sent from my iPhone using Tapatalk
- 0
- hippo7
- Příspěvky: 118
- Registrován: 31.03.2016 09:28
- Reputation: 0
Re: Fillamentum PLA - vlnky v 1. vrstvě solid infillu
![]() od zemciko » 12.03.2017 19:18
od zemciko » 12.03.2017 19:18
Nemyslím si že by byl moc nízko, to by mu podtím nevznikaly vzduchové mezery, naopak by místy byla vrstva skoro průhledná a vytlačovala se do boku či se tryska ucpala...
Takovéto vybouleninky u mně znamenají spíš problém s podkladem/přilnavostí či materiálem(když se z něj volňuje vduch například). Pomáhalo mi očištění podložky od mastnoty (dělám hadříkem a octem) a úprava teploty/vysušení filamentu.
Takovéto vybouleninky u mně znamenají spíš problém s podkladem/přilnavostí či materiálem(když se z něj volňuje vduch například). Pomáhalo mi očištění podložky od mastnoty (dělám hadříkem a octem) a úprava teploty/vysušení filamentu.
- 0
Re: Fillamentum PLA - vlnky v 1. vrstvě solid infillu
![]() od kicune » 12.03.2017 21:57
od kicune » 12.03.2017 21:57
Ne, nízko nejsem. Ta velmi špatná verze naopak vznikla, když jsem zvýšil Zoffset o nějakou desetinku.
Taky se kloním k nějakému problému s přilnavostí - desku čistím isopropylem, ale ten ocet zkusím, stejně jako vysušení filamentu (sice ho skladuju se silikáty a místnost je extra suchá, ale proč ne).
Zvláštní mi přijde, že se to děje skutečně jen když se klade jedna linka vedle druhé, jako by se nějak vzájemně ovlivňovaly. Extra náchylné to je při dlouhých lajnách, u krátkých (např. v rohu) je to znatelně lepší.
Každopádně díky za reakce!
Taky se kloním k nějakému problému s přilnavostí - desku čistím isopropylem, ale ten ocet zkusím, stejně jako vysušení filamentu (sice ho skladuju se silikáty a místnost je extra suchá, ale proč ne).
Zvláštní mi přijde, že se to děje skutečně jen když se klade jedna linka vedle druhé, jako by se nějak vzájemně ovlivňovaly. Extra náchylné to je při dlouhých lajnách, u krátkých (např. v rohu) je to znatelně lepší.
Každopádně díky za reakce!
- 0
- kicune
- Příspěvky: 11
- Registrován: 07.04.2015 01:18
- Reputation: 0
Re: Fillamentum PLA - vlnky v 1. vrstvě solid infillu
![]() od Juraj » 12.03.2017 22:08
od Juraj » 12.03.2017 22:08
Pla tlacim na umyte zrkadlo teplou jarovou vodou pripadne jemnou vrstvou kores lepidla. Teplota trysky 220 a podlozky 60 tiez tlacim na zrkadlo. S pla filamentum som mal sem tam taketo starosti teraz tlacim plasty mladec maju lepsiu cenu a kvalita mi pride rovnaka ak nie lepsia. Modru maliarsku pasku pozor vascinou ju strhnem aj s vytlackom. Ja by som skusil zvysit teplotu na tryske spomalit orvu vrstvu a pridat tam trochu materialu na prvu vrstvu.
- 0
- Juraj
- Příspěvky: 116
- Registrován: 19.02.2016 21:59
- Reputation: 0
Re: Fillamentum PLA - vlnky v 1. vrstvě solid infillu
![]() od Pepe_Lopez » 12.03.2017 22:45
od Pepe_Lopez » 12.03.2017 22:45
Podle mě má pravdu zemciko - navlhlej filament. Taky mi to dělalo něco podobného a pomohlo jeho vysušení. Mě to dělal materiál od 3DF.
- 0
Rebel II LE (Lopez Edition = kříženec v33 a II.b + tuning) (Marlin) - domácí, Rebel II v27 - ex.
1x Rebel II JRC HD (Marlin) - pracovní, 3x 3DS Cube 3 - pracovní, 1x 3DS CubePro Duo - pracovní
1x Rebel II JRC HD (Marlin) - pracovní, 3x 3DS Cube 3 - pracovní, 1x 3DS CubePro Duo - pracovní
- Pepe_Lopez
- Příspěvky: 240
- Registrován: 25.05.2014 23:07
- Bydliště: kousek od Žatce
- Reputation: 0
Re: Fillamentum PLA - vlnky v 1. vrstvě solid infillu
![]() od celeron » 13.03.2017 00:07
od celeron » 13.03.2017 00:07
Pepe_Lopez píše:Podle mě má pravdu zemciko - navlhlej filament. Taky mi to dělalo něco podobného a pomohlo jeho vysušení. Mě to dělal materiál od 3DF.
Vlhkostí to není, Mě přesně tohle dělala přes léto vyschlá Koreska, s čerstvou to na stejnej filament okamžitě přestalo dělat. U tebe to bude podobný, malá atheze na tiskový podložce. Důvod ale netuším, já tisknu naprosto vše, PLA, ABS, Flex, Pet-g i dříví na Koresku nastříkanou Megastrongem.
Jirka
- 0
- celeron
- Příspěvky: 747
- Registrován: 15.03.2015 18:12
- Reputation: 0
Re: Fillamentum PLA - vlnky v 1. vrstvě solid infillu
![]() od kicune » 03.05.2017 12:29
od kicune » 03.05.2017 12:29
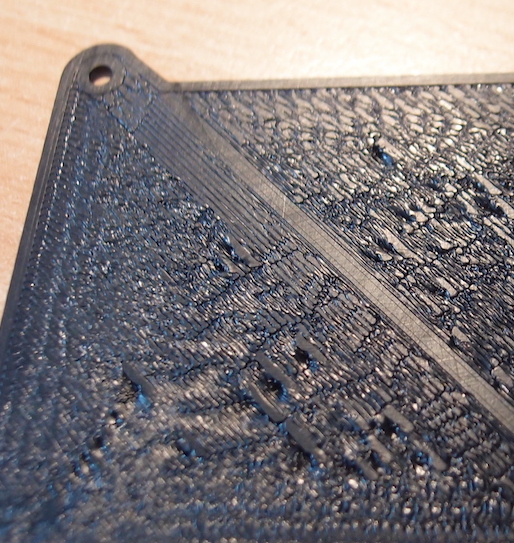
Ahoj, tak jsem na to konečně přišel - napíšu to sem, třeba to jednou někdy někomu pomůže: Problém byl v nastavení Extrusion Width na 1. vrstvě. Měl jsem tam 120%, což se ukázalo jako příliš málo - cesty solid infilu byly příliš blízko sebe, tryska ryla v sousedních proužcích jako prase v bukvicích a (teď spekuluju) horký filament, který se pokládal ve ve skoro celé šířce extruze na chladnoucí předchozí průchod se odlepoval od podložky.
Hint v Repetieru navíc říká, že default hodnota (pokud se nechá v nastavení 0) je 200%, což nejspíš není - zkusil jsem obojí a ten tisk s defaultem má extruzi o dost užší, odhaduju tak 160 - 180%.
Pro mě optimální hodnota je kolem 210%. Přikládám nějaké obrázky - pokud by někdo narazil na stejný problém, třeba ho to inspiruje.
Tryska 0.5, síla vrstvy 0.4, Fillamentum ABS (to samé mi dělalo i PLA) na 225C, podložka s Kaptonem 115C.
Původní nastavení (120%):
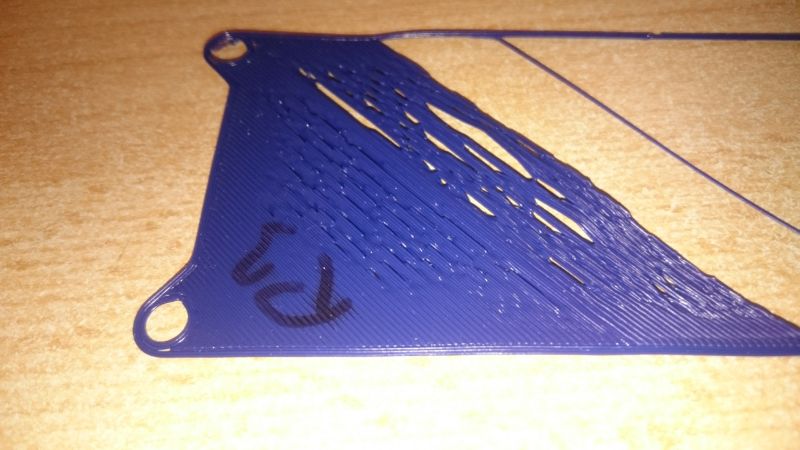
Default (0):
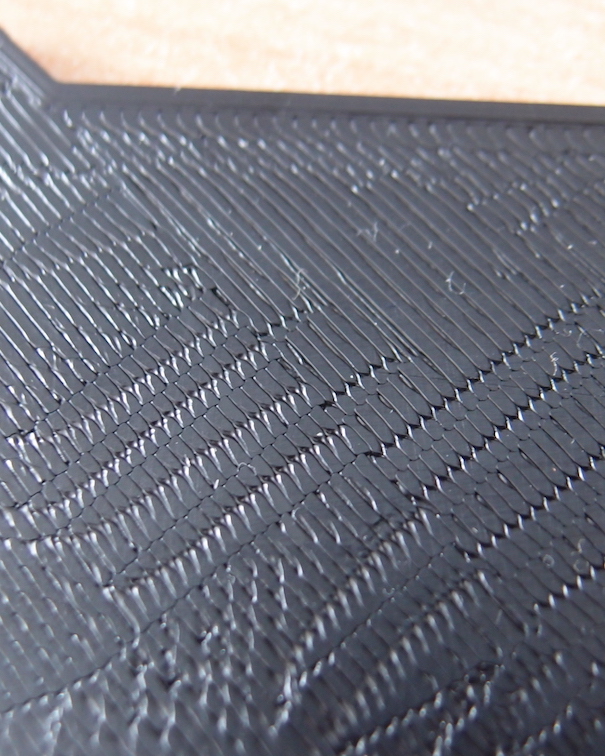
210%:

Hint v Repetieru navíc říká, že default hodnota (pokud se nechá v nastavení 0) je 200%, což nejspíš není - zkusil jsem obojí a ten tisk s defaultem má extruzi o dost užší, odhaduju tak 160 - 180%.
Pro mě optimální hodnota je kolem 210%. Přikládám nějaké obrázky - pokud by někdo narazil na stejný problém, třeba ho to inspiruje.
Tryska 0.5, síla vrstvy 0.4, Fillamentum ABS (to samé mi dělalo i PLA) na 225C, podložka s Kaptonem 115C.
Původní nastavení (120%):
Default (0):
210%:
- 0
- kicune
- Příspěvky: 11
- Registrován: 07.04.2015 01:18
- Reputation: 0
Re: Fillamentum PLA - vlnky v 1. vrstvě solid infillu
![]() od Assewoo » 03.05.2017 13:28
od Assewoo » 03.05.2017 13:28
Omlouvam se, necetl jsem cele vlakno, ale neda mi na posledni prispevek nereagovat, protoze jsem si nedavno myslel totez, bohuzel jsem velmi brzy vystrizlivel.
Za me je treba rozlisit dve veci, nastaveni, ktere ovlivni samotny fyzicky tisk (teploty, kroky apod.) a nastaveni, ktera ovlivni jen zpusob vypoctu drah, v problematice tisku se vsechno plete dohromady.
Tvuj problem je kalibrace extruderu, ale opravdu dukladna kalibrace min. 100mm struny, opakovane nekolikrat za sebou, take jsem si mysle, ze to mam v cajku, dnes uz si nebudu jisty asi nikdy.
Muj vyvoj vypadal takto:
Problemy s prvni vrstvou jsem postupne vyresil nastavenim ruznych extruzi pro perimetr, infil apod. Hodne jsem si s tim musel hrat, abych nejak rozume mostil a zaroven mi vytisk nepraskal, pripadne se vlakno nevytlacovalo bokem apod.(material ABS). Take jsem se musel naucit poradne to priplacnout na sklo(kapton).
Nakonec jsem vse vyladil, tak ze jsem byl velmi spokojen, tiskl jsem drobnejsi veci tak neco kolem 50 x 80 pudorysu.
Pote jsem byl postavem pred ukol tisknout krabicku 150 x 150 x 280 mm, uz sem se citil jako mazak, tak jsem se na to vrhnul a samozrejme narazil, na dlouhe trase se vlakno ruzne kroutilo, trhalo, vybocoval apod. cele to bylo zpusobeno tim, ze se nevutlacovala spravna davka plastu, tryska za to vlakno bud tahala, nebo jej tam naopak vmackla, oboji snizi kvalitu tisku nebo jej dokonce znici.
Postupnym laborovanim jsem dospel zpet k defalutnimu nastaveni extruze a tvrdim, ze pokud ti to netiskne slusne v defalutnim nastaveni, pak ti to nebude tisknout dobre nikdy, at zmenis cokoli. Prave proto, ze nezmnenis fyzicky parametr tisku, ale jen zpusob vypoctu drahy.
Ano podari se ti problemy zmirnit mozna na oko zcela odstranit, ale vyladis to jen pro konkretni tisk a takhle budes ladit kazdy tisk i nekolikrat a o tom to oprvdu neni, take te to brzy prestane bavit.
Problem se zvyrazni pokud zrcyhlis, cim vetsi rychlost, tim vetsi citlivost na prersnost kalibrace extruderu.
Neni problem vytlacit 280% extruxe pri 15 mm/s, ale pri 80 mm/s uz z toho bude rozhozeny i repetier, portoze jej zatlacis mimo bezne hodnoty, co se teploty hot endu, trysky a objemu plastu tyce.
Navic to prinasi i jine problemy a zkresleni, me spravne kalibrovany extruder a spravny vypocet sliceru usetril 20 - 30 % casu, tisk ktery mel probihat 15 a pul hodiny byl s defalutnim nastavenim a zkalibrovanym extruderem hotovy za 12 hodin a to uz se pocita.
viewtopic.php?f=15&t=1569&view=unread#unread
Za me je treba rozlisit dve veci, nastaveni, ktere ovlivni samotny fyzicky tisk (teploty, kroky apod.) a nastaveni, ktera ovlivni jen zpusob vypoctu drah, v problematice tisku se vsechno plete dohromady.
Tvuj problem je kalibrace extruderu, ale opravdu dukladna kalibrace min. 100mm struny, opakovane nekolikrat za sebou, take jsem si mysle, ze to mam v cajku, dnes uz si nebudu jisty asi nikdy.
Muj vyvoj vypadal takto:
Problemy s prvni vrstvou jsem postupne vyresil nastavenim ruznych extruzi pro perimetr, infil apod. Hodne jsem si s tim musel hrat, abych nejak rozume mostil a zaroven mi vytisk nepraskal, pripadne se vlakno nevytlacovalo bokem apod.(material ABS). Take jsem se musel naucit poradne to priplacnout na sklo(kapton).
Nakonec jsem vse vyladil, tak ze jsem byl velmi spokojen, tiskl jsem drobnejsi veci tak neco kolem 50 x 80 pudorysu.
Pote jsem byl postavem pred ukol tisknout krabicku 150 x 150 x 280 mm, uz sem se citil jako mazak, tak jsem se na to vrhnul a samozrejme narazil, na dlouhe trase se vlakno ruzne kroutilo, trhalo, vybocoval apod. cele to bylo zpusobeno tim, ze se nevutlacovala spravna davka plastu, tryska za to vlakno bud tahala, nebo jej tam naopak vmackla, oboji snizi kvalitu tisku nebo jej dokonce znici.
Postupnym laborovanim jsem dospel zpet k defalutnimu nastaveni extruze a tvrdim, ze pokud ti to netiskne slusne v defalutnim nastaveni, pak ti to nebude tisknout dobre nikdy, at zmenis cokoli. Prave proto, ze nezmnenis fyzicky parametr tisku, ale jen zpusob vypoctu drahy.
Ano podari se ti problemy zmirnit mozna na oko zcela odstranit, ale vyladis to jen pro konkretni tisk a takhle budes ladit kazdy tisk i nekolikrat a o tom to oprvdu neni, take te to brzy prestane bavit.
Problem se zvyrazni pokud zrcyhlis, cim vetsi rychlost, tim vetsi citlivost na prersnost kalibrace extruderu.
Neni problem vytlacit 280% extruxe pri 15 mm/s, ale pri 80 mm/s uz z toho bude rozhozeny i repetier, portoze jej zatlacis mimo bezne hodnoty, co se teploty hot endu, trysky a objemu plastu tyce.
Navic to prinasi i jine problemy a zkresleni, me spravne kalibrovany extruder a spravny vypocet sliceru usetril 20 - 30 % casu, tisk ktery mel probihat 15 a pul hodiny byl s defalutnim nastavenim a zkalibrovanym extruderem hotovy za 12 hodin a to uz se pocita.
viewtopic.php?f=15&t=1569&view=unread#unread
- 0
- Assewoo
- Příspěvky: 131
- Registrován: 11.06.2016 11:35
- Bydliště: Opava a okoli
- Reputation: 0
Re: Fillamentum PLA - vlnky v 1. vrstvě solid infillu
![]() od kicune » 03.05.2017 13:39
od kicune » 03.05.2017 13:39
Hmmm, zajímavý podnět, díky moc! Zkusím to překalibrovat, už je to nějakou dobu, co jsem si s tím hrál a mohlo se to za tu dobu nějak rozhodit.
Můj hlavní problém byl, že jsem tomu z nějakého historického důvodu vnucoval blbou konfiguraci - na default ta 1. vrstva sice není úplně pěkná, ale funguje (v daných podmínkách, rozměrech atd.). Těch 210% mi nepřišlo úplně mimo mísu z toho titulu, že sám Repetier v hintu tvrdí, že default pro 1st Layer Extrusion Width je 200% (ale teda lže, viz výše).
Překalibruju a kdyžtak sem dám vědět, jestli to pomohlo.
Můj hlavní problém byl, že jsem tomu z nějakého historického důvodu vnucoval blbou konfiguraci - na default ta 1. vrstva sice není úplně pěkná, ale funguje (v daných podmínkách, rozměrech atd.). Těch 210% mi nepřišlo úplně mimo mísu z toho titulu, že sám Repetier v hintu tvrdí, že default pro 1st Layer Extrusion Width je 200% (ale teda lže, viz výše).
Překalibruju a kdyžtak sem dám vědět, jestli to pomohlo.
- 0
- kicune
- Příspěvky: 11
- Registrován: 07.04.2015 01:18
- Reputation: 0
Re: Fillamentum PLA - vlnky v 1. vrstvě solid infillu
![]() od Assewoo » 03.05.2017 13:48
od Assewoo » 03.05.2017 13:48
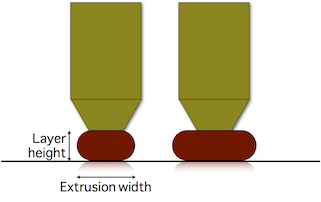
Parametr extruzion width udava sirku vytlacovaneho vlakna, ne jeho objem, jak chces z trysky sire 0,4 mm vytlacit souvisle vlakno sirky 0,6 mm to proste fyzicky nejde. To ze je tam 200 % znamena, ze to Slicer pri vypoctu zhusti a polozi ty 0,4 mm vlakna vice vedle sebe a tim tam dostane tech 200% materialu, nic jineho nez zpusob vypoctu tim nastavenim nezmenis.
- 0
- Assewoo
- Příspěvky: 131
- Registrován: 11.06.2016 11:35
- Bydliště: Opava a okoli
- Reputation: 0
Re: Fillamentum PLA - vlnky v 1. vrstvě solid infillu
![]() od kicune » 03.05.2017 15:00
od kicune » 03.05.2017 15:00
Mno, nevím, ale skoro si myslím, že to není pravda.
a) Pokud dám 200%, je tam těch průchodů míň, než pokud tam dám 100%. To je mnou jednoznačně odpozorovaný fakt (viz i ty výšeuvedené fotky).
b) http://reprap.org/wiki/Triffid_Hunter's ... sion_width:
"Best results are obtained when layer height < 80% of nozzle diameter, and extrusion width >= nozzle diameter. Eg; with an 0.35 nozzle, your maximum layer height is 0.35*0.8= 0.28mm and your extrusion width should be 0.4mm or greater. (...) You can use a lower layer height or larger extrusion width if you wish, it will work fine."
IMHO nemůžu udělat extrusion užší, než mám trysku; širší ano (slic3r tam jen nakadí víc materiálu, který se rozplácne):
Ale nechci se hádat ani dělat, že tomu rozumím. Tu připomínku s kalibrací extruderu beru jako velice případnou a zařídím se podle toho, co z toho vyjde.
a) Pokud dám 200%, je tam těch průchodů míň, než pokud tam dám 100%. To je mnou jednoznačně odpozorovaný fakt (viz i ty výšeuvedené fotky).
b) http://reprap.org/wiki/Triffid_Hunter's ... sion_width:
"Best results are obtained when layer height < 80% of nozzle diameter, and extrusion width >= nozzle diameter. Eg; with an 0.35 nozzle, your maximum layer height is 0.35*0.8= 0.28mm and your extrusion width should be 0.4mm or greater. (...) You can use a lower layer height or larger extrusion width if you wish, it will work fine."
IMHO nemůžu udělat extrusion užší, než mám trysku; širší ano (slic3r tam jen nakadí víc materiálu, který se rozplácne):
Ale nechci se hádat ani dělat, že tomu rozumím. Tu připomínku s kalibrací extruderu beru jako velice případnou a zařídím se podle toho, co z toho vyjde.
- 0
- kicune
- Příspěvky: 11
- Registrován: 07.04.2015 01:18
- Reputation: 0
Re: Fillamentum PLA - vlnky v 1. vrstvě solid infillu
![]() od Assewoo » 03.05.2017 15:13
od Assewoo » 03.05.2017 15:13
To je v poradku, urcite jsi schopen objemem vytlaceneho plastu ovlvnit sirku vrstvy v urcitem rozpeti, placneme + 20%, ale urcite nejsi schopen dosahnout 180% nebo dokonce 280% coz jsou hodnoty, ke kterym se ladenim toho co popisujes brzy dostanes, to by v praxi znamenalo sirky vrstev 0,8 nebo i 1,2 mm ( 0.4 mm tryska).
O co rozplacnes infill?
Ale mas pravdu tvrzeni, ze se tim zmeni jen vypocet neni presne, take si tim protirecim uz z predchozim prispevkem, kde pisu, ze se problemy projevi az pri vyssich rychlostech, neberte me doslova.
O co rozplacnes infill?
Ale mas pravdu tvrzeni, ze se tim zmeni jen vypocet neni presne, take si tim protirecim uz z predchozim prispevkem, kde pisu, ze se problemy projevi az pri vyssich rychlostech, neberte me doslova.
- 0
Naposledy upravil Assewoo dne 03.05.2017 16:04, celkově upraveno 3
- Assewoo
- Příspěvky: 131
- Registrován: 11.06.2016 11:35
- Bydliště: Opava a okoli
- Reputation: 0
Re: Fillamentum PLA - vlnky v 1. vrstvě solid infillu
![]() od oscar » 03.05.2017 15:44
od oscar » 03.05.2017 15:44
Assewoo píše:Parametr extruzion width udava sirku vytlacovaneho vlakna, ne jeho objem, jak chces z trysky sire 0,4 mm vytlacit souvisle vlakno sirky 0,6 mm to proste fyzicky nejde. To ze je tam 200 % znamena, ze to Slicer pri vypoctu zhusti a polozi ty 0,4 mm vlakna vice vedle sebe a tim tam dostane tech 200% materialu, nic jineho nez zpusob vypoctu tim nastavenim nezmenis.
tak s timhle dost silne nesouhlasim. 200% je nesmysl, ale 50% navic je naprosto realnych
- 0
.... večer se přezujou, hodinu frézujou ....
")
{kind=link}
{kind=link}
{kind=link}
Re: Fillamentum PLA - vlnky v 1. vrstvě solid infillu
![]() od Assewoo » 03.05.2017 16:27
od Assewoo » 03.05.2017 16:27
A ja ti dam za pravdu. Je to az nestasne tvrzeni, ale jak jinak to chces nekomu vysvetlit.
Nicmene si myslim, ze Slicer je omezen i dalsimi parametry, jako je napriklad max. objem prutoku plastu, stejne tak je i nastaven max. pomer sirky extruze a trysky. Pokud tyto hodnoty przenes, prikroci podle zkusenosti k tomu co jsem popsal vyvse a nacpe tam ten matros postupne.
Kicune, taky mi prijde podle te posledni fotky, ze nemas uplne v poradku stolek.
Nicmene si myslim, ze Slicer je omezen i dalsimi parametry, jako je napriklad max. objem prutoku plastu, stejne tak je i nastaven max. pomer sirky extruze a trysky. Pokud tyto hodnoty przenes, prikroci podle zkusenosti k tomu co jsem popsal vyvse a nacpe tam ten matros postupne.
Kicune, taky mi prijde podle te posledni fotky, ze nemas uplne v poradku stolek.
- 0
- Assewoo
- Příspěvky: 131
- Registrován: 11.06.2016 11:35
- Bydliště: Opava a okoli
- Reputation: 0
Příspěvků: 25
• Stránka 1 z 2 • 1, 2
Zpět na Všeobecná problematika tisku
Kdo je online
Uživatelé procházející toto fórum: Žádní registrovaní uživatelé a 72 návštevníků