Stránka 1 z 1
Hladkost povrchu výtisku

Napsal:
24.10.2016 22:34od misolin
Ahoj,
zajímá mě, jak hladkého povrchu dokážete dosáhnout. Na mých výtiscích se objevují nepravidelné vlnky, které jsou nejvíc patrné při větší tloušťce vrstvy (0,25), zejména při nasvícení pod úhlem. Při procházení různých galerií jsem narazil na výtisky, které měly návaznost vrstev takřka perfektní. Nevím zda jsou tyto vlnky normální, či lze dosáhnout lepších výsledků. Už mě došly nápady, co za parametry měnit.
Mám kovovou variaci na Rebela vlastní konstrukce s magnetických upínáním tiskové podložky. Materiál PLA, tryska 0,4. Slicer Cura 2.3 či Kisslicer 1.5. Zkoušel jsem měni flow, ruzně napínat řemeny, měnit hodnoty zrychlení i rychlosti, čistil trysku, kalibroval extrudér atd.
Budu vděčný za každou radu
Re: Hladkost povrchu výtisku
Napsal:
24.10.2016 22:41od matousek35
Řeším podobný problém a jsem si téměř jistý, že u mě je na vině kolísání teploty. Zatím jsem se k tomu nedostal, ale budu zkoušet kalibrovat PID hotendu.
Re: Hladkost povrchu výtisku
Napsal:
24.10.2016 23:27od medapeta
Re: Hladkost povrchu výtisku
Napsal:
25.10.2016 05:09od kroxigor
Už se to tu řešilo hodněkrát např -
viewtopic.php?f=11&t=541
Re: Hladkost povrchu výtisku
Napsal:
25.10.2016 08:54od misolin
Předchozí témata jsem pročetl, stejně tak rádce na Simplify3D. S akcelerací i rychlostmi jsem si hrát zkoušel. Bez úspěchu. Osu Z mám zavěšenou na trapézovém šroubu s 3 mm stoupáním. Na všech pojezdech jsou 12 mm kalené tyče, takže předpokládám, že případné šmajdání šroubu by se nemělo přenést na výtisk. Navíc jsou chyby nepravidelné, neopakují se dle stoupání šroubu. Zkusím si pohrát s počtem kroků na driveru (aktuálně 1/16 DRV8825)
a případně s teplotou.
Re: Hladkost povrchu výtisku
Napsal:
25.10.2016 09:42od medapeta
Možná blbě koukám, ale opakování tam je a myslím že kopíruje stoupání toho trapézu...
Re: Hladkost povrchu výtisku
Napsal:
25.10.2016 10:26od poutnik
Taky bych si myslel, že příčina může být v trapézu. Mám s tím vlastní zkušenosti - od té doby co jsem předělal závitovku na trapéz tak se mi objevilo něco velmi podobného. Ještě zkusím vylepšit uchycení trapézu k hřídeli motoru, pokud toto nepomůže tak vracím závitovky.
Re: Hladkost povrchu výtisku
Napsal:
25.10.2016 10:30od Rebel
u trapezu bych v tomto pripade sazel prave na nedokonale mikrokrokovani DRV8825. dej ho na 1/16, nebo zkus pouzit starej dobrej A4988.
Odesláno z mého K920 pomocí Tapatalk
Re: Hladkost povrchu výtisku
Napsal:
25.10.2016 10:46od poutnik
Dane, jestli je to pro mne, tak já mám trapéz se stoupáním 1mm, tam by snad mělo být krokování méně závislé na vadách driverů. Ale stejně jsi asi v jiné diskuzi měl pravdu, že trapéz spíše problémy vnáší než řeší...
Jiří
Re: Hladkost povrchu výtisku
Napsal:
25.10.2016 10:58od Rebel
Fakt máš trapéz se stoupáním 1mm? Každopádně i u zbytečně "přeprouděného" DRV8825 by to mohlo být lehce znát při tom 1mm stoupání. Čím větší proud, tím více při 1/32 vlní.
Re: Hladkost povrchu výtisku
Napsal:
25.10.2016 11:39od poutnik
Jo mám,
aliexpress, ale to jsme řešili už jinde - Tvůj požadavek na větší rychlost v pohybu v ose Z, kontra moje snaha o větší pevnost při zachování přesnosti...
Re: Hladkost povrchu výtisku
Napsal:
25.10.2016 12:22od Rebel
Jo jasny

Re: Hladkost povrchu výtisku
Napsal:
25.10.2016 12:53od hippo7
mozne reseni pri problemech s drivery
http://cabristor.blogspot.cz/2015/02/drv8825-missing-steps.htmlSent from my iPad using Tapatalk
Re: Hladkost povrchu výtisku
Napsal:
25.10.2016 16:25od medapeta
Pokud to má někdo zájem vyzkoušet, tak tady je k tomu tišťák. Moc jsem se s tím nemazal, tak prosím omluvte případné nedostatky.
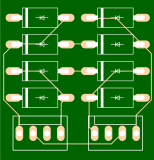
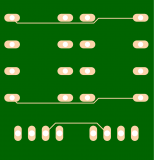
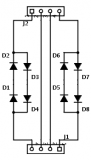
Fritzing zdroj a PCB s upravenou šířkou spojů zde:
Re: Hladkost povrchu výtisku
Napsal:
12.12.2016 22:02od misolin
Pozdě ale přece. Po různém laborování jsem zjistil, že opravdu šmajdá trapéz na Z. Vytiskl jsem si montážní packy, abych zajistil přesné ustavení tyčí pro Z od hliníkového rámu. Celý rám precizněji složil a na spojení trapézu s motorem použil lepší spojku. Nyní už je kvalita výrazně lepší. Nejlépe se dalo šmajdání všimnout při houmování Z z nejnižší polohy a extrudérem v polovině X pojezdu. Při přiložení prstu na extrudér šlo vibrování lehce cítit.